Loading – Ethanol Dehydration Units
Recommendations for Loading Ethanol Beds
Packaging
The best way to start the process of loading an ethanol dehydration unit is by knowing what material you will be using to load the bed, and ensure that you have right quantity and tools needed to load the material. EthaDry, a specialized Hengye molecular sieve for ethanol dehydration, is packaged in 2,205 pounds per Super Sack and 330 pounds per Drum (net weight). The containers have an inner polyethylene liner to ensure product quality. The inert support balls are typically shipped in one cubic foot (approximate 85-95 lb) boxes, but small and big bag packaging may be available as well.
Materials Inspection
Hengye Inc. molecular sieves undergo full quality control testing and evaluation prior to shipment. By testing every product produced, Hengye Inc. can ensure that the molecular sieve meets the requirements as indicated on the specification sheet and matches the quality, strength, and performance as designed. Molecular sieve and all other material such as screens or support balls should be visually inspected before loading the bed to ensure that the packages, product code, description, mesh size (diameter/length), are all correct and that there is enough material to fill the bed. The packages should still be sealed and in fair condition without any major tears or punctures. The product should be dry and unexposed to the open air; damaged packages or wet product will need to be considered on a case-by-case basis to make a decision regarding loading instructions and recommendations.
There are Two Types of Packaging Used by Hengye Inc. for Ethanol Sieve
- Super Sacks
Inspect the sieve prior to loading by untying the inner (polyethylene) liner and outer top spout of the Super Sack. After inspection, close the bag by pulling the inner spout up through the outer spout and tying the two together tightly, using the outer spout tie string. This will prevent the liner from falling into the vessel during loading should it tear loose from the outer shell of the Super Sack. - Drums
Upon opening the drum, a slight vacuum may form; to break the vacuum, release the pressure valve on the top lid, unbolt the top rim, insert a screwdriver under the lid, and pry the lid up and off. Exercise caution when removing opening the Drum as the lid can pop off abruptly and could potentially cause injury. Once the lid is removed, inspect the product in the drum.
Support Balls
When using a traditional bed design, Hengye Inc. recommends that the molecular sieve adsorbent be supported by at least 2 layers of support balls in the bottom of the vessel, and a bed topping layer above the molecular sieve, separated by a floating screen.
Bed Bottom
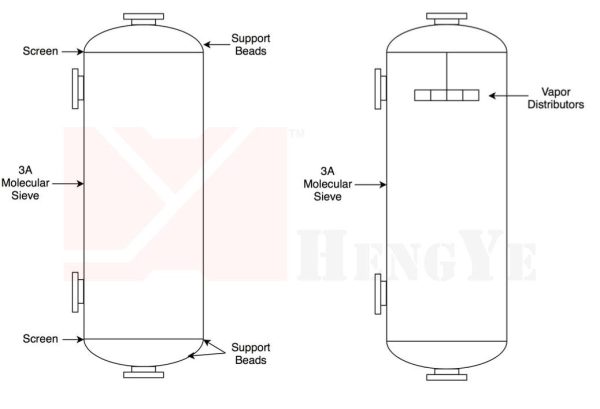
The adsorbent should be supported by at least 2 layers of underlying support balls, with each layer typically 3 inches in depth. It is important that each layer of support balls be leveled before installing the next layer and those adjacent layers differ in diameter by a factor of 2. For example, a 4×8 mesh molecular sieve is 1/8 inch diameter on average. Below this sieve should be a 3 inch layer of 1/4 inch balls and below the 1/4 inch layer should be a 3 inch layer of 1/2 inch balls. This same progression should be followed if additional layers and/or a bottom head fill are required. This factor of 2 progressions is necessary to prevent nesting and sieve penetration through the support ball layer. This also helps prevent breakup caused by direct contact of the sieve and bottom screens, and aids flow distribution in the vessel. More detail on this is given below. Some example loading diagrams are shown in Figure 1.
- Adsorbent Leakage
The bottom support structure is normally steel grating topped with profile wire screening (i.e. Johnson screens), or multiple layers of wire screen with a 14-16 mesh top layer (or approximately 1/32 inch openings with 50% open area). It is normally designed to support a force of 50-75 psi (weight of sieve plus pressure drop). During the regeneration heating step, this grating heats up at a much faster rate than the vessel walls and thus expands at a faster rate. To compensate for this, the grating is cut approximately 2 inches smaller than the vessel diameter and the resulting 1-inch gap filled with high temperature gasket material / rope packing. Metal flashing is sometimes used to cover the edge seam for added protection. In spite of the precautions, the screen system can still fail and gaps can open up that sieve can flow through. Two leveled layers of support balls, each 3 inches in depth, and of the proper size, can block adsorbent leakage in all but the worst failures. - Adsorbent Breakup
Placing adsorbents directly on the wire screen leads to product breakup and powdering. The sieve and the screen wire have different coefficients of thermal expansion and will experience some grinding if the adsorbent rests directly on the steel wire. The resulting chips and powder can plug areas of the screens, causing flow channeling and increased pressure drop. Flow channeling can cause early breakthrough and poor regeneration, leading to premature sieve change out. The addition of properly sized support balls between the screen and the adsorbent virtually eliminates the possibility of grinding. - Flow Distribution
When the adsorbent is supported on balls with diameters twice as large, nesting between balls is minimized; this in turn minimizes pressure drop and enhances flow distribution. Good flow distribution of the gas across the cross sectional area is needed to ensure best performance during adsorption and regeneration.
Bed Top
It is generally recommended that there be 1.5 feet or more of open vessel space below the inlet gas nozzle and the sieve bed (an exception would be ethanol service, where beds are sometimes filled to maximum capacity to eliminate as much free volume as possible). The bed topping recommended consists of a 6-12 inch depth of 1/2, 3/4 or 1 inch diameter support balls. This layer helps with flow distribution and also helps to keep the bed secure and level, minimizing the possibility of sieve movement. Without the top layer of support balls, gas surges can move the molecular sieve around, causing dusting, breakup, and the mounding of material (sand dune effect). In addition, this top layer also helps protect the adsorbent from liquid and aerosol carryover which sometimes occurs.
Vessel Inspection
Before loading the molecular sieve in a bed, it is important to remember to inspect the inside and outside of the vessel.
- Inspect the screen above the support grid to ensure it is free of embedded sieve particles, support material, and dust. It should be secured firmly and in be good condition with no gaps where material can potentially leak out.
- Ensure that the support grid is properly secured in the bottom of the vessel and is free of dust. Inspect the packing material between the screen and the vessel wall for a tight, secure fit with no holes that could potentially cause leakage to occur.
- Take detailed notes about the condition of sample taps, thermal wells, etc. Confirm proper insertion and working conditions.
- If possible, check the calibration of the hygrometer probe or replace the probe before startup.
- If the vessel is internally insulated, check for surface defects. These should be properly repaired before proceeding to prevent gas bypass around the sieve bed.
Safety Precautions
A Safety Data Sheet for 3A molecular sieve can be found online.
Hengye Inc. molecular sieves are inert and pose no significant health hazards when used in the proper manner, but it is important to keep a few things in mind.
- There is a small amount of residual dust on the sieve that can be released during its handling. This dust can be an irritant to the eyes, nose, throat, lungs, and skin. Hengye Inc. recommends wearing a dust mask, proper eye protection, skin protection, and gloves when handling the sieve.
Support Balls
The adsorbent should be supported by at least 2 layers of underlying support balls as described previously and shown in Figure 1. These support balls should be loaded from the bottom to avoid damaging the support screens or inlet distributor. If not possible and loading from the top is required, minimize the drop by using a fill sock extending all the way to the bottom of the vessel, or by lowering the boxes or bags into the vessel before unloading them. Smooth out each layer after loading to get an even, level surface.
Loading EthaDry Molecular Sieve Beads

After loading the bottom support balls, load the molecular sieve. Although the preferred method is to use a sock or chute to minimize the vertical drop, Hengye Inc. molecular sieves may be allowed to free fall a distance of up to 25 feet with minimal damage to the material. Super Sacks are loaded by hoisting each sack by crane to the top of the vessel. The 2 bottom chutes of the Super Sack (inner liner and outer shell) are then opened and the sieve unloaded. A similar process can be used if the sieve is packaged in drums, but an alternate method is to dump several drums into a large hopper and hoist the hopper by crane or other method to the top of the vessel.
Note
Super Sacks are constructed with an inner polyethylene liner that is not attached to the outer shell of the Super Sack. It is possible for the weight of the sieve to pull the liner from the Super Sack and it could potentially end up in the vessel. If this should happen, it is necessary that the liner be retrieved from the vessel. If the liner is allowed to remain in the vessel, it can result in high pressure drop and fusion of the liner and sieve by hot regeneration gases.
Top of the Bed
After the sieve has been loaded into the vessel, the surface of the sieve should be leveled and a floating screen of approximate 16-18 mesh stainless steel is installed on top of the adsorbent bed. It is recommended to use of a thin, flexible SS wire screen (e.g. .030-.035 inch wire size) between the sieve and the top support balls. The screen can be cut 2 to 4 inches larger than the vessel diameter, with the wire curling up the walls of the vessel. Typically, the screen is rolled up and unfurled in the vessel for installation. In some cases, it may be necessary to install the screen in sections. Just make sure that the sections are cut large enough to overlap by 3-4 inches. For those cases where a screen cannot be inserted into the vessel, it is recommended to leave out the top layer of support balls since they can gravitate down into the sieve bed. This leads to a dilution effect, causing dead spot in the bed where no adsorption takes place. Generally, a 6 to 12 inch layer of support balls material is loaded on top of the sieve bed. Loading of this layer of material may be accomplished by using small buckets or by lifting the individual sacks or boxes to the top of the vessel. However, in some designs the support balls are left out completely and the bed is filled into the top man way with molecular sieve. In this case it is important to completely fill the vessel including the man way as much as possible.
Top Off the Bed
For lateral units, it is common to need to add more product into the vessel over time, especially after a new loading, as the beads wear down and weaken so regular inspections should be performed and the vessel should be topped off. Some ethanol plants have moved to lateral design ethanol dehydration units to eliminate the support balls and increase overall adsorptive capacity with the addition of lower distribution devices and loading the molecular sieve directly onto the lower screen. Individual needs for top offs can vary depending on your specific ethanol dehydration units, since each is uniquely built, and it’s recommended to contact the builder of your laterals and your engineering company for an official top off schedule. Hengye Inc. provides this general recommendation to highlight the importance of top offs and in attempt to protect the end user and their investment in our quality material, but does not claim or accept any responsibility in top off maintenance. For more information about top offs, check out the instructional paper “Lateral Top Off Schedule” by Hengye Inc.
DISCLAIMER NOTICE
The above information is for general reference and guidance purposes only, Hengye does not accept any responsibility for actions based on the information above. Each reader/operator must consult equipment/operation manuals, the plant engineering/design company, and the plant/equipment builder before performing any work.


