Ethanol Dehydration
Through distillation alone, ethanol can only be dehydrated to around 95% to 97% purity. The last 3-5% of water is unable to be removed through distillation techniques due to the formation of an a Zoetrope, a point at which water no longer boils out of a solution. This remaining water has to be removed to allow ethanol to be used as fuel and in gasoline blending. To achieve fuel grade ethanol, molecular sieve, along with Pressure Swing Adsorption (PSA) technology, is applied and anhydrous ethanol can be achieved with ethanol purity around 99% pure or higher. 3A Molecular Sieve is capable of adsorbing water molecules, while allowing ethanol to pass through to the product stream.

Products
HYD03C 3A Molecular Sieve, 4×8 Mesh, Beads
HYD03C 3A 4×8 Molecular Sieve is a Molecular Sieve that is specifically designed for Ethanol Dehydration Units and differs from standard molecular sieves by offering an advantageous balance of crush strength, adsorption capacity, and minimal co-adsorption properties. HYD03C has a superior selectivity between water and ethanol molecules, which increases both efficiency and dehydration capacity each cycle to help plants meet production goals and maximize output. This product is suitable for both pressure swing adsorption and temperature swing adsorption processes. Once ethanol has been dehydrated, it can then be applied in bio-fuels for direct blending and ETBE production, or for other uses such as in chemicals, food industry, pharmaceuticals, and more.
Isotherms
Ethanol Plant Schematic
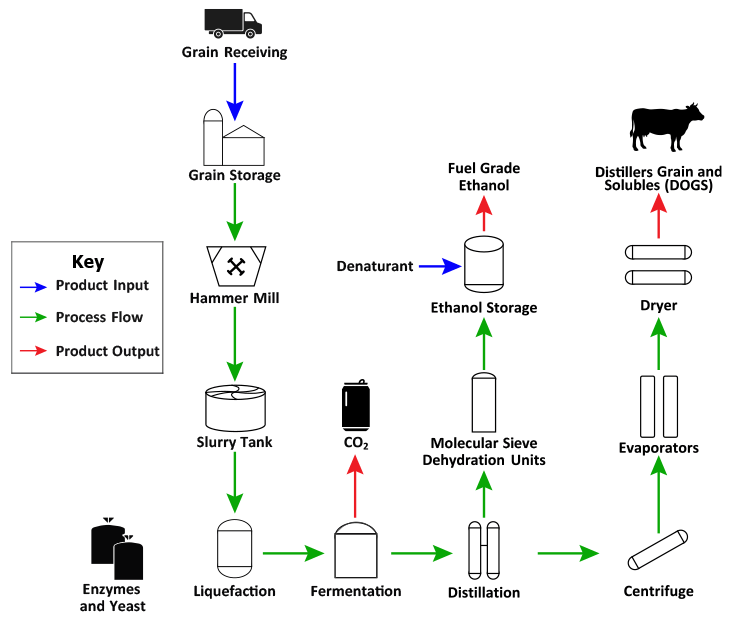
Aside from producing fuel grade ethanol, Ethanol Plants also produce CO2 and distillers grain as operations are focused on efficiency and sustainability.
Inside a Dehydration Unit
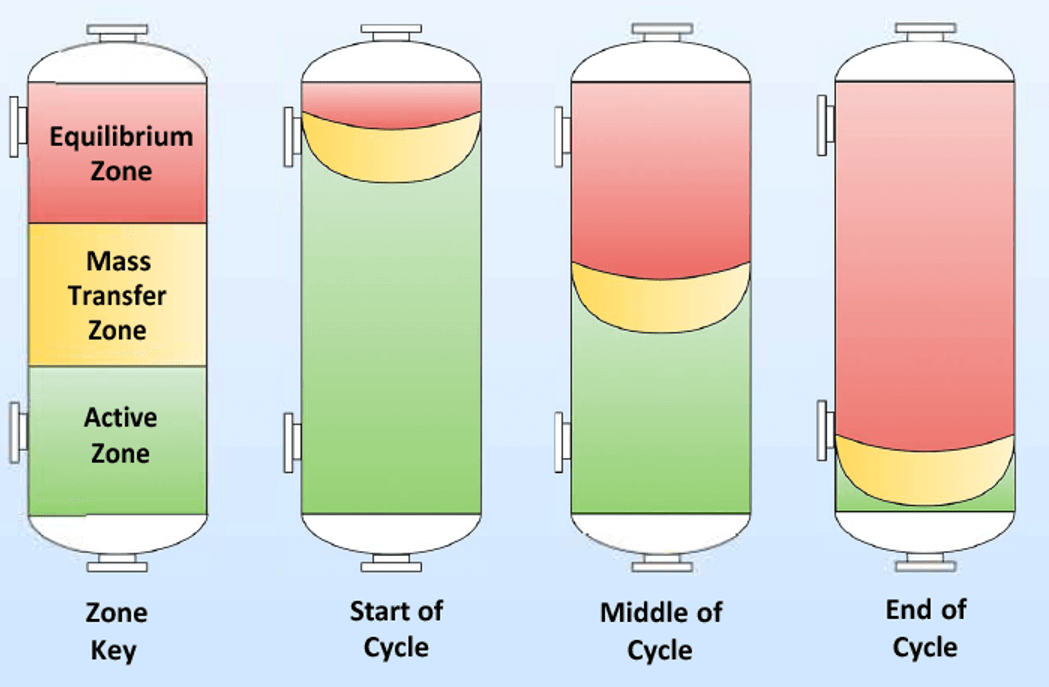
The image above shows a single vessel at three different stages in the dehydration cycle. At the Start of Cycle, the majority of the bed is an Active Zone, where sieve is dry from regeneration and ready to adsorb water. The Mass Transfer Zone (MTZ), where sieve is actively adsorbing water, is beginning to move down the bed. At the Middle of Cycle, the MTZ has moved about half way down the bed. At the top of the bed, where ethanol and water enter the unit, water has fully saturated the sieve beads, this is known as the Equilibrium Zone. At the End of Cycle, the Mass Transfer Zone has made its way to the bottom of the bed and water will soon break through, so the cycle ends and the bed will be regenerated.
Mass Transfer Zone
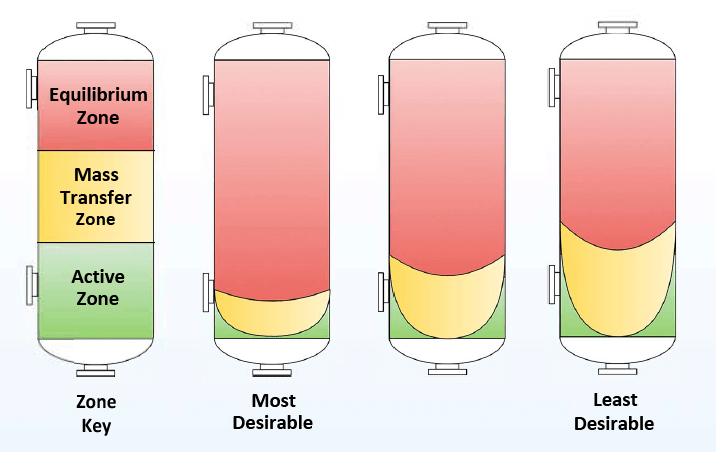
The image above shows three different vessels, each with different Mass Transfer Zone (MTZ) heights. The height of the MTZ plays an important role in overall bed capacity. The Most Desirable bed has the shortest Mass Transfer Zone and the largest Equilibrium Zone, meaning that this bed has adsorbed more water in one cycle than the other two. The Least Desirable bed, on the far right, has the tallest MTZ and smallest Equilibrium Zone, so this unit has adsorbed the least amount of water. It’s important for operators to optimize the conditions within the dehydration unit and select a molecular sieve with an ideal Mass Transfer Rate to minimize the height of the Mass Transfer Zone and increase the overall capacity for water per cycle.
Maintenance Tips
While all ethanol plants are very different, some tips for maintenance resonate in every plant. The follow tips are simply tips to help protect the lifespan of your Molecular Sieve. Design and engineering teams should be consulted for actual operation guidelines.
- Be cautious of rapid pressure changes. – This can cause beads to break up and form dust.
- Follow a proper top-off schedule in Modern Layouts. – Excess space will cause beads to break up.
- Avoid contaminants such as cleaning chemicals. – This can damage, fuse, melt, or coke the beads.
- Maintain a proper temperature. – Too much or too little heat can damage beads.
Technical Articles
Loading and Start Up
Operation and Lifespan
End of Life