How Not to Kill Sieve Beads
How Not to Kill Molecular Sieve Beads
Featured in Ethanol Producer Magazine, July 2017
Molecular sieve is a critical part of the commercial ethanol production process , allowing ethanol to be dehydrated past ninety-five percent purity to nearly 99.9% pure ethanol, which is critical to allow the finished product to be suitable for use as a fuel additive. Like all processes in an ethanol plant, careful attention is required in ethanol dehydration units to care for molecular sieve (also referred to as mole sieve beads, desiccant, or zeolite). Proper preventive maintenance, care during the actual operating process, and educating oneself on what can cause long term damage to the beads and vessel, or bed. Proactively monitoring and maintaining sieve beads is imperative to ensure a long, efficient lifespan, which could offer more than five years, up to a possible ten years of service life. In this article, a few simple rules will be discussed to explain aspects of the dehydration process that could potentially extend the lifespan of, or conversely ruin molecular sieve beads. Talk to a sieve professional – we’ve seen it all.
Don’t Wet The Bed
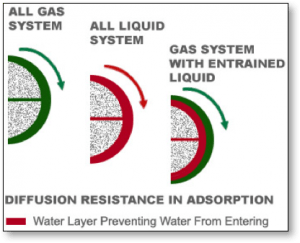
Great care should be taken to ensure the process stream reaches and remains in vapor phase when flowing into the vessel and during operation. Liquid phase, or vapor condensing back into the liquid phase, can severely affect the mass transfer dynamics of water into, and out of, the bed, which leads to a reduced working capacity and possible damage to the beads. When a process stream, in liquid phase, enters an ethanol dehydration bed, water can form a layer around each bead, essentially coating the beads with liquefied water, due to its cohesive properties. Beads coated in liquid water slows or completely prevents the adsorption of vapor phase impurities (water) from the desired, pure ethanol product stream. Achieving and maintaining a feed stream, at maximum pressure, with fifty degrees of superheat, meaning 50˚F over the condensation temperature, is critical and ideal to prevent the occurrence of liquid phase molecules during any point of the dehydration process. Fifty degrees Fahrenheit is the optimum superheat, offering a temperature high enough to prevent vapor from returning to liquid phase, while remaining low enough to not significantly reduce working capacity of the sieve beads inside the vessel. Working capacity directly correlates with operating temperature as beads in high heat have a lower working capacity, meaning too much heat during operation is not desirable either. Properly insulated vessels and pipes are also important, to avoid cold spots, or uncontrolled changes in temperature of the feed stream, especially during cold winter months.
Don’t Bounce The Beds – Don’t Fluidize The Beds

Dark and blackened beads with the presence of coke (section five).
Proper velocity control inside the bed must be carefully monitored to ensure that fluidization velocity is not exceeded, as specified by each unique system, to avoid Levi’s expansion. The principle of Levi’s expansion results with the beads lifting on a cushion of vapor and suspending in air, known as fluidization, which then grind against one another, leading to high attrition, dusting, and possibly cracking the beads. Cracked beads can lead to channeling of the mass transfer zone through the bed, causing an uneven, early breakthrough, a negative feedback loop, and repeated damage each cycle. These sudden changes in pressure, caused by sticking valves or improper pressurization of the vessel, can cause instantaneous fluidization, or the literal bouncing of sieve beads inside of the vessel, sometimes referred to as popcorning. Fluidization velocity is a function of particle size (bead size), flow rate, vapor density, vessel pressure, and feed stream temperature. Consult with a sieve professional for assistance to better understand the capabilities of your unique ethanol dehydration units. Routinely check valves to confirm proper function, hold team meetings, encourage continuing education on proper pressurizing conditions, and teach the benefits of preventative maintenance to increase efficiency and successful operation.
Do Not Exceed Critical Velocity
Avoiding critical velocity is necessary to prevent damage to dehydration units and the sieve beads inside. Each piece of equipment in a system has a limit, specifying the maximum pressures that can be handled without causing damage. When the vapor rate for a plant’s unique configuration is too high, vapor velocity can exceed critical velocity levels, identified as a sound resembling screaming or high-pitch whistling. Once critical velocity is exceeded, beads can shatter and crack causing excess dust, an increased need for top-offs in lateral units, and jeopardize overall working capacity, which could eventually require a full change out to restore productivity.
Pay Attention to pH
3A molecular sieve, such as EthaDry by Hengye Inc., is specifically designed to dehydrate ethanol, with crystal pore openings measuring about three Angstroms in diameter. This sieve is ideal for ethanol production because water molecules measure about 2.8 Angstroms in size, while ethanol molecules are about 3.6 Angstroms in size. Water can pass into 3A crystals becoming trapped, while ethanol molecules are too large for adsorption and bounce off the crystals. If molecular sieve beads are exposed to pH that is too high, it can induce an ion exchange, a process changing 3A sieve crystals into 4A sieve or other, larger sized sieve crystals, ultimately allowing ethanol molecules to be adsorbed. The presence of 4A molecular sieve in an ethanol dehydration unit will decrease working capacity since ethanol is being coadsorbed alongside water. If exposed to a feed stream with pH too low, sieve beads will dissolve and fuse into clumps. An ideal feed stream should maintain a pH between 4.5 and 9 to prevent any ion exchanges or bead fusion. As a part of preventative maintenance, operators should pay extra attention to ensure CIP (cleaning-in-place) chemicals, such as sulfuric acid and caustic soda (sodium hydroxide), are thoroughly washed away and not allowed to pass into sieve vessels.
Do Not Allow Contaminants Into The Vessel
Low molecular weight carbohydrates, in the form of water soluble sugars, and fusel oils can cause significant changes to working capacity in ethanol dehydration units. These carbohydrates come from water soluble sugars that remain in the process stream along with other contaminates, in micellar compounds, which are passed into the beds. These contaminants will attach to the outside of molecular sieve beads in a process referred to as coking, creating a layer of coke, or burned carbohydrates. Coke begins to appear as dark spots, and over time, can create a complete layer around the surface of the beads, eventually turning the beads to a black color (see figure 2). A layer of coke around sieve prevents vapor from entering the microchannels within each bead, which would allow water to be exposed to and adsorbed by the molecular sieve crystals, thus causing a drastic decrease in working capacity and loss of efficiency. The easiest method of reducing hydrocarbons and other contaminants is by installing demister pads or coalescing filters between the vaporizer and the dehydration units. These filters are essentially packed layers of steel wool that the vapor stream will pass through, trapping contaminants and cleaning the stream. After installing these filters, preventative maintenance teams should check the drain on the bottom of the filter and replace the filters as needed, to significantly reduce the occurrence of coke and preserve the working capacity and mass transfer rate within the vessels.
Top Off the Bed
For lateral units, it is common to need to add more product into the vessel over time, especially after a new loading, as the beads wear down and weaken so regular inspections should be performed and the vessel should be topped off. Some ethanol plants have moved to lateral design ethanol dehydration units to eliminate the support balls and increase overall adsorptive capacity with the addition of lower distribution devices and loading the molecular sieve directly onto the lower screen. Individual needs for top offs can vary depending on your specific ethanol dehydration units, since each is uniquely built, and it’s recommended to contact the builder of your laterals and your engineering company for an official top off schedule. Hengye Inc. provides this general recommendation to highlight the importance of top offs and in attempt to protect the end user and their investment in our quality material, but does not claim or accept any responsibility in top off maintenance. For more information about top offs, check out the instructional paper “Lateral Top Off Schedule” by Hengye Inc.
Operating ethanol plants can be a challenge, and educating operators what not to do is equally as important as knowing how to perform normally required tasks. There are many different segments in ethanol production, with proper care for the molecular sieve in the dehydration units being an important part. Operators should ensure that the process stream reaches and remains in vapor phase, carefully monitor pressure changes, avoid reaching critical velocity, prevent strong acids and bases from entering the vessels, as well as the contaminants that can cause coking. Any of these occurrences could cause damage to sieve beads, leading to decreased working capacity, issues with mass transfer rate, and eventually cause totally failure of the unit. Educating operators and establishing regular preventative maintenance can increase the lifespan and efficiency of molecular sieve, creating long-term savings and increasing profitability.
Authored By:
Mark Binns
Hengye Inc.
Houston, Texas
info@hengyeinc.com
1-844-308-3271
DISCLAIMER NOTICE
The above information is for general reference and guidance purposes only, Hengye does not accept any responsibility for actions based on the information above. Each reader/operator must consult equipment/operation manuals, the plant engineering/design company, and the plant/equipment builder before performing any work.


