Ethylene must be Pure and Dry
Ethylene must be Pure and Dry
Ethylene must be pure and dry… but ironically, unsaturating olefin/paraffin molecules, is a watery, steamy business!
Unfortunately, massive petrochemical molecules don’t just conveniently fall apart into useful bits and pieces. It requires a significant energy investment in terms of live-steam at 750-950°C, and high-pressure, to first break them apart.
Once we separate the raw hydrocarbon feedstock into discrete components, we must use several stages of compression and distillation, to further divide them into various fairly pure elements. The largest fraction is ethane, which gives us the most common organic chemical manufactured in the entire world: Ethylene.
History
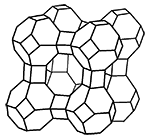
In 1756 C.E. a mineralogist, named A. F. Cronstedt, observed that a mineral emitted steam when heated. He created the term zeolite to describe it, derived from the Greek word zeo, meaning “steam or boil”, and lite, from the word “lithos”, which means “stone”. This “steam-stone” was subsequently discovered to be a form of tetrahedral-shaped Aluminosilicate, a mineral where aluminum atoms have displaced some of the silicon atoms in an ordinary silicate. There are approximately forty varieties that occur in nature.
Nowadays we have learned to create and use man-made zeolites to make molecular filters, with pore sizes capable of temporarily adsorbing unwanted fractions from mixtures. Adsorption with synthetics gives very predictable porosity, which makes them far more efficient, and able to release the trapped fractions easily in an opposite cycle.
How We Use Molecular Filters
The molecular sieve works in two stages. At first, while the original raw product is passing through it, the unwanted molecules are adsorbed. At the end of a cycle, during the second stage, the molecular sieve is subjected to heat, vacuum, or both, for desorption, to remove the trapped substance so it is ready once again to enter another cycle of adsorption.
After we pass ethylene through a molecular sieve (in order to trap the water), we are left with a product pure enough to receive additional processing. This “dehydrated” portion carries on and is allowed to polymerize into the familiar plastic form polyethylene.
World Demand
Ethylene requirements are on the rise in developing nations, and the supply in the U.S. has increased substantially (~35% 2018-19) due to advancements in fracking technology in shale gas deposits.
Now U.S. ethylene plants are being built or upgraded to manage this increase and Hengye is ready, willing, and able to supply their needs. We can work with brand new plants right from inception, but opportunities abound in markets that are refitting old technology with our highly efficient new technology that improves throughput significantly.
The Asian marketplace is increasing demand, and U.S. manufacturers are in an enviable position to answer that demand. Hengye will be there to help them, and be part of this boom, because the cash is really starting to flow!
Now is the best time to connect with Hengye and make our company your new partner in growth and success. Connect with us as soon as possible so that we have an established relationship, ready to provide assistance immediately when needed. Fortune favors the prepared!
Authored By:
Hengye Inc.
Houston, Texas
info@hengyeinc.com
832.288.4288


