Why Your Ethanol Dehydration System Might Be Quietly Costing You Millions
In most ethanol plants, dehydration is considered a solved problem. The system runs, product specifications are met, and operations continue without much scrutiny.
But there is a critical distinction that often goes unexamined: “Running” is not the same as “running efficiently.” Across the industry, many dehydration units operate in a stable state, all the while quietly eroding profitability every single day.
The Hidden Loss: Co-adsorption
At its core, ethanol dehydration relies on molecular sieves to selectively adsorb water while allowing ethanol to pass. However, in reality, this separation is never perfect.
A phenomenon known as co-adsorption—the unintended adsorption of ethanol along with water—exists in nearly every system. While it rarely triggers alarms, its impact is continuous, leading to reduced working capacity per cycle, ethanol loss during regeneration and increased energy consumption due to repeated processing.
Individually, these losses may seem small. But over time, they compound. Even minor inefficiencies—just a few gallons per minute—can result in hundreds of thousands to millions of gallons lost annually in a continuous operation. At that scale, co-adsorption is no longer a minor technical issue—it is a direct driver of plant economics.
The Measurement Gap
One reason co-adsorption often goes unaddressed is simple: it is rarely measured.
Key indicators—such as ethanol concentration in the regeneration stream or actual loss per cycle—are often not tracked in detail. The system appears stable. Product specs are met. But consistency can be misleading—when inefficiencies are constant, they become invisible.
Structural Inefficiencies: Beyond Operating Conditions
Operators often attempt to improve performance through adjustments in temperature, pressure, or cycle timing. These changes can yield incremental gains—typically 5% to 10%.
However, they rarely address the root cause. In many cases, the limitation is not how the system is operated, but how it is fundamentally configured.
Not all molecular sieves perform equally. Material quality impacts sieve performance. Variations in manufacturing—such as incomplete ion exchange or residual crystal structures—can allow ethanol molecules into the pore system.
This reduces selectivity and diverts capacity away from water removal. In simple terms: part of your sieve is doing the wrong job.
Underutilized Bed Capacity
The mass transfer zone (MTZ) defines where adsorption actively occurs. If the MTZ is extended due to poor vapor distribution or flow dynamics, breakthrough happens prematurely.
As a result, a significant portion of the bed is never fully utilized. Only a fraction of your installed media is actually working.
Internal product recycling can also occur. Co-adsorbed ethanol is carried into the regeneration stream and reintroduced into the system, creating a hidden loop in which ethanol is produced and reprocessed, then energy is consumed to recover it again. This increases energy consumption without increasing net output.
A Shift in Perspective: From Material to Performance
Traditionally, the molecular sieve has been treated as a consumable to be selected based on price or availability. That perspective is changing. Today, the molecular sieve is increasingly recognized as a performance-critical component that directly impacts throughput capacity, energy efficiency, product recovery and overall profitability.
Small improvements in selectivity or working capacity can produce disproportionately large gains at the plant level.
To quantify the opportunity, consider a mid-size ethanol plant operating at 200 gallons per minute. A seemingly small 3% inefficiency results in:
• 6 gallons per minute lost
• 360 gallons per hour
• 8,640 gallons per day
• Over 3 million gallons annually (assuming ~350 operating days)
Even partial recovery of this loss represents a major financial opportunity. This is not just optimization—it is unrealized production capacity.
Case Example: Alto Columbia
A U.S. ethanol facility operating with stable, but suboptimal, dehydration performance conducted a detailed system evaluation. Findings included elevated ethanol levels in the regeneration stream and an extended MTZ.
After implementing a targeted material upgrade and process optimization, the plant reduced co-adsorption to improve separation efficiency and unlocked over 3 MMgy in additional production. Also, the facility generated approximately $6 million in new annual revenue (based on a $2.01 per gallon selling price) and lowered energy consumption per gallon of ethanol produced.
These upgrades gave the producer a fast payback. Although the producer spent approximately $500,000 in total investment (media, labor and downtime), they achieved a full return on investment in about 30 days.
“We have observed a significant improvement in bed performance, with an increase of around 10,000 [gallons] in daily production,” says Frank Givens of Alto Columbia in Oregon. “I am confident we are not yet at our peak.”
Why Some Plants Consistently Outperform
It is common to see similar plants achieve vastly different results—sometimes 10% to 20% differences in effective output. These gaps are rarely due to operator effort alone.
They are typically driven by lower co-adsorption rates, better MTZ control, improved vapor distribution, and more selective and durable sieve materials.
Performance is not just about operation—it is about the interaction between material and system design.
The Role of Advanced Molecular Sieve Solutions
Modern solutions such as the trademarked EthaDry 3A molecular sieve are engineered to address these inefficiencies directly. With improved selectivity and structural stability, they are designed to minimize co-adsorption, maximize working capacity and maintain consistent long-term performance
However, material alone is not enough. The greatest gains are achieved through an integrated approach that includes evaluating and optimizing the process, and analyzing bed utilization, accompanied by ongoing technical support.
This approach reflects a broader shift in the industry’s mindset away from simply purchasing materials and towards optimizing system performance.
A smoothly running dehydration system is not always optimized. It may be operating with consistent, but unexamined, inefficiencies.
The more useful question is not: “Is the system working?” But instead: “How much value could be improved through optimization?”
Author: Mark Binns, Technical Director, Americas
Hengye Inc.
mbinns@hengyeinc.com
View this article on Ethanol Producer Magazine.

Pictured is a molecular sieve bed at Alto Columbia, Oregon. A system evaluation revealed problems that impacted operational efficiency. PHOTO: HENGYE 
COMPONENT MANUFACTURE: Beads are a critical part of a molecular sieve, a dehydration process that directly impacts efficiency. PHOTO: HENGYE 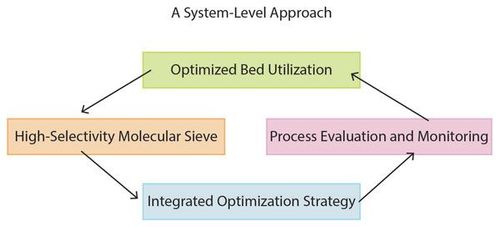
System-level approach chart. PHOTO: HENGYE 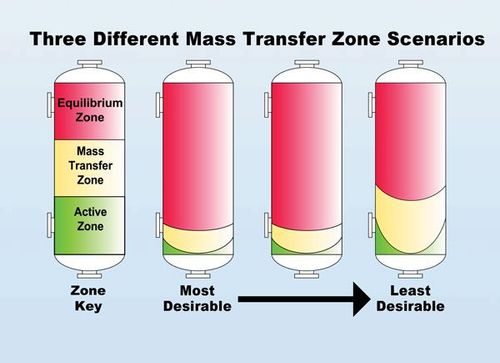
Three Different Mass Transfer Zone Scenarios. PHOTO: HENGYE


